數控機床的刀具與工具系統
一、引言
數控機床作為現代制造業的核心裝備,其加工效率、精度與穩定性在很大程度上依賴于其“牙齒”——刀具與工具系統。一個設計精良、選擇恰當的工具系統是實現高效、高精度、自動化加工的關鍵環節。本課件將系統介紹數控機床刀具與工具系統的組成、分類、選擇與應用。
二、數控機床刀具系統概述
- 定義與重要性
- 定義:數控機床刀具系統是指在數控機床上,為實現特定加工工藝,由刀柄、刀具及輔助元件構成的整體。
- 重要性:直接參與切削,決定了加工質量、效率、成本及機床性能的發揮。
- 數控刀具的特點
- 高精度與高剛性:保證加工尺寸精度和表面質量。
- 高可靠性及穩定性:適應自動化、長時間連續加工的需求。
- 標準化、系列化:便于快速換刀和管理。
- 斷屑與排屑性能好:確保自動化加工過程順暢。
- 尺寸可預調與補償:便于在機外對刀,減少機床停機時間。
三、數控刀具的主要類型與材料
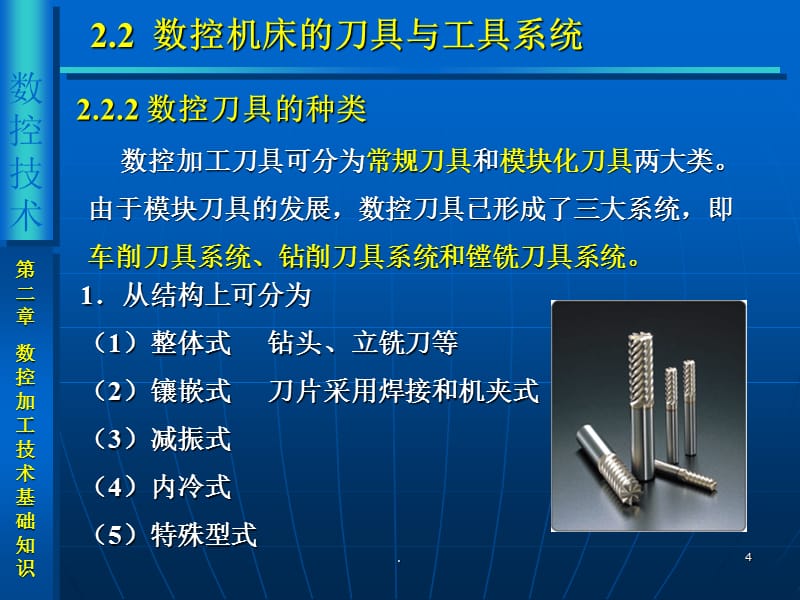
- 按結構分類
- 整體式刀具:刀頭與刀體為一體,剛性好,常用于立銑刀、鉆頭等。
- 焊接式刀具:將硬質合金刀片焊接在刀桿上,結構簡單。
- 機夾式可轉位刀具(主流):采用標準化可轉位刀片,刀片磨損后可快速轉位或更換,效率高,成本低。
- 復合式/專用刀具:為特定工序設計,可一次完成多特征加工。
- 按加工工藝分類
- 車削刀具:外圓車刀、內孔車刀、螺紋車刀、切斷刀等。
- 銑削刀具:面銑刀、立銑刀、鍵槽銑刀、球頭銑刀、成型銑刀等。
- 孔加工刀具:鉆頭、鉸刀、锪鉆、鏜刀等。
- 常用刀具材料
- 高速鋼 (HSS):韌性好,可用于復雜刀具,但耐熱性較差。
- 硬質合金:應用最廣,分為鎢鈷類(K)、鎢鈦鈷類(P)等,性價比高。
- 涂層硬質合金:在硬質合金基體上涂覆TiN、TiAlN等涂層,顯著提高硬度、耐磨性和熱穩定性。
- 陶瓷與金屬陶瓷:高硬度、耐高溫,用于高速精加工。
- 立方氮化硼 (CBN):超高硬度,用于加工淬硬鋼、鑄鐵等。
- 金剛石 (PCD):硬度最高,用于加工有色金屬、非金屬及復合材料。
四、數控機床工具系統(刀柄系統)
工具系統是連接機床主軸與刀具的橋梁,其核心是刀柄。
- 工具系統的組成
- 刀柄:與機床主軸接口匹配。
- 拉釘:供主軸內的拉刀機構拉緊刀柄。
- 夾頭/彈簧夾套:用于夾持直柄刀具。
- 中間接桿/變徑套:用于長度或直徑轉換。
- 刀片/刀具本體。
- 主流刀柄類型與標準
- BT刀柄 (JIS B 6339標準):日本常用,錐度為7:24,帶機械手夾持槽。
- CAT刀柄 (MAS 403標準):美國常用,又稱V-Flange,與BT相似但拉釘不同,需注意區分。
- HSK刀柄 (DIN 69893標準):中空短錐刀柄,采用1:10錐度并端面接觸,高速、高剛性、高精度,適用于高速加工中心。
- 其他:KM、CAPTO等。
- 刀具夾緊方式
- 彈簧夾頭刀柄 (ER/DA等):夾持范圍廣,通用性好,常用于鉆頭、立銑刀。
- 側固式刀柄:用側向螺釘壓緊,剛性好,用于粗加工、大切深。
- 液壓刀柄:利用液壓膨脹均勻夾緊刀具,高精度、高減振性。
- 熱縮刀柄:加熱后插入刀具,冷卻后產生極大收縮力,跳動精度極高。
- 面銑刀桿:專門用于安裝可轉位面銑刀盤。
五、自動換刀裝置 (ATC) 與刀具管理
- 自動換刀裝置 (ATC)
- 作用:在數控程序控制下,自動將主軸上已用刀具與刀庫中待用刀具進行交換。
- 形式:斗笠式、圓盤式(刀倉)、鏈式刀庫等。
- 換刀過程:還刀 → 選刀 → 裝刀。
- 刀具管理與預調
- 刀具號 (T-code):程序中調用刀具的編號。
- 刀具偏置/補償:包括長度補償(H)、半徑補償(D),用于修正刀具實際尺寸與理論值的偏差。
- 刀具預調儀:在機外精確測量刀具的長度和直徑,并將數據輸入數控系統,是實現高效加工的重要環節。
- 刀具生命周期管理:跟蹤刀具使用時間、磨損狀況,進行預警和更換。
六、刀具選擇的基本原則
- 根據被加工材料選擇:材料硬度、韌性等決定刀具材料和槽型。
- 根據加工性質選擇:粗加工選強韌性好的刀具,精加工選耐磨性高的刀具。
- 根據機床性能選擇:考慮機床功率、剛性、主軸接口及最高轉速。
- 根據加工工藝與特征選擇:考慮工序內容(車、銑、鉆)、工件幾何形狀。
- 兼顧效率與成本:在保證加工質量的前提下,追求高金屬去除率與低單件成本。
七、
數控機床的刀具與工具系統是一個技術密集的子系統。正確理解其構成、特性與選用原則,對于充分發揮數控機床的潛能、保障加工質量、提高生產效率和降低生產成本至關重要。隨著制造技術向高速、精密、智能、復合方向發展,刀具與工具系統也將持續向著高性能、高可靠性、智能化和環保化的方向演進。